全国服务热线

全国服务热线

手机:173-0755-0303
座机:0755-23208107
邮 箱:17307550303@139.com
网 址:www.mingruixiang.cn
地 址:广东省深圳市宝安区松岗街道红湖路108号爱商科技工业园1栋C区4楼
其实,采购电池测试仪之所以不能运输是因为国际快递很多都是空运,而电池对航空运输是有危害的,让我们简单来讲一下具体的危害是什么。类似于照相机、手机、摄像机里都是用电池测试仪供电的,我们平时也经常背着这些物品。电池不能空运的主要原因是可能存在自燃等安全隐患,民航局对于锂电池的航空运输规定是这样的:旅客携带的照相机、手提电脑、摄像机等便携式电子设备中的锂电池,如安装在设备中,且锂含量不超过100wh(瓦特小时),可随身携带或办理交运。
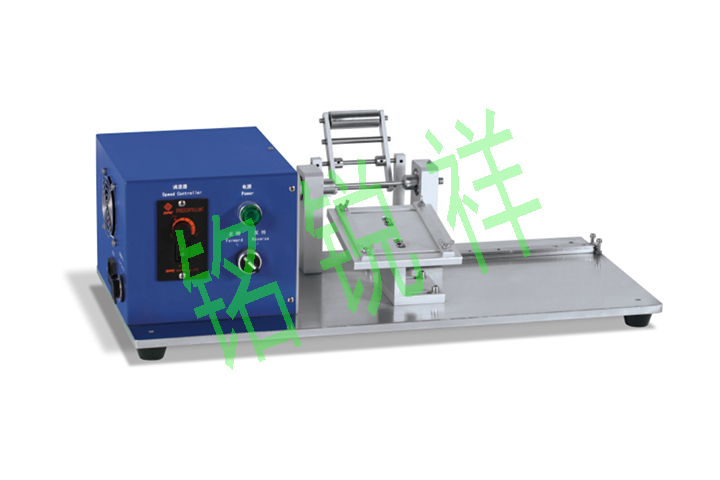
目前,主流的锂电池封装形式主要有三种,即圆柱、方形和软包,不同的封装结构意味着不同的特性,那它们各有哪些区别呢?下面就由典名科技的技术人员为大家介绍一下:1、电池形状:方形锂电池可以任意大小,所以是采购电池测试仪不能比的。2、倍率特性:圆柱形锂电池焊接多极耳的工艺限制,所以倍率特性稍差于方形多极耳方案。3、放电平台:采用相同的正极材料、负极材料、电解液所以理论上放电平台是一致的,但是方形电池内阻稍占优势,所以放电平台稍微高一点。4、焦作电池测试仪产品质量:圆柱锂电池工艺非常成熟,极片公有二次分切缺陷机率低,且卷绕工艺较叠片工艺成熟度及自动化程度都要高叠片工艺目前还在采用半手工方式,所以对于电池的品质存在不利影响。
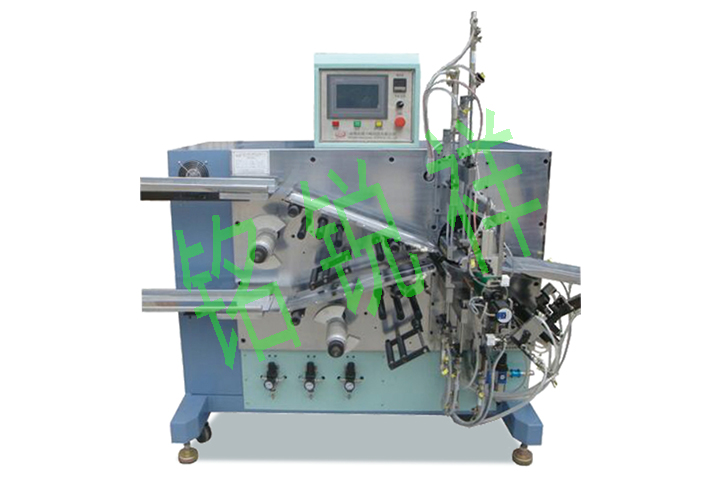
焦作电池测试仪在使用中也会出现一些常见的问题,是什么原因引起的?电池测试仪容量低:1、附料量偏少; 2、极片两面附料量相差较大;3、极片断裂;4、电解液少;5、电解液电导率低6、正极与负极配片未配好;7、隔膜孔隙率小;8、胶粘剂老化→附料脱落;9、卷芯超厚(未烘干或电解液未渗透)10、分容时未充满电;电池内阻高:1、负极片与极耳虚焊;2、正极片与极耳虚焊;3、正极耳与盖帽虚焊;4、负极耳与壳虚焊;5、铆钉与压板接触内阻大;

随着新能源的发展,采购电池测试仪的应用是越来越广泛。这也对锂电池的检测要求越来越高。那么锂电池检测设备的性能优劣怎么判断?锂电池检测设备的性能优劣主要从以下几点进行判断:1.测试精度:数值越小,说明测试精度越高,数据测试值与真实值的误差越小。2.电流响应时间、切换时间(如100ms,10ms,1ms等),数值越小,说明在工作状态中,电流爬升或状态切换速度越快。但更快的响应,切换时间,往往意味着成本的提高。3.数据采集频率(如10HZ,1HZ等),频率越高,数据采集越快,电池测试仪生产厂家电压电流显示的值就更精准,容量计算越准确。4.硬件可扩展性:设备测试通道并联功能,电流倍数扩展,减低使用成本。



