全国服务热线

全国服务热线

手机:173-0755-0303
座机:0755-23208107
邮 箱:17307550303@139.com
网 址:www.mingruixiang.cn
地 址:广东省深圳市宝安区松岗街道红湖路108号爱商科技工业园1栋C区4楼
跟着科技的开展和技术的成熟,锂离子电池的应用越来越广泛。清远锂电池设备具有单体电压高、相对质量轻、对环境友好等优点,但是经过多个周期充放电循环后会出现电池容量等性能下降的现象。相同条件下电池容量衰减的越快,电池品质就相对较差。锂离子电池的循环性能是衡量其质量的重要指标,许多关于锂离子电池的规范都有循环寿数这一项目。 锂电池设备厂家充放电循环进程是一个杂乱的物理化学反应进程,其循环寿数影响因素是多方面的。一方面与电池自身的特性相关,例如设计、制作工艺和材料性能退化等;另一方面与运用进程中电池受外界的影响有关,例如运用环境和充放电制度等。下面就对影响锂离子电池循环寿数的因素进行分析。

锂电池产业快速发展推动锂电设备行业进程,国内外锂电池产能速增,生产厂家不断增多,这对行业既是机遇更是挑战。目前国内锂电设备已基本满足锂电池生产制造环节,技术足与欧美、日韩持平,清远优质但尚处发展初始阶段,生产规模受限于技术、管理等因素,未能形成起主导作用的超级企业。并且,由于完善统一的锂电池行业标准未建立,国内锂电设备企业参差不齐,规模也较小。相比之下,国外率先发展起来的锂电设备行业,其技术水平显然更先进成熟。产业迅速成长势必增加对国产锂电设备需求,而市场迅猛发展对技术性能要求更高,优质锂电池设备锂电设备行业必将面临技术性革新。要想这块长足发展需靠持续研发和工艺改进的加强,关键在提升设备核心技术并稳定设备性能。

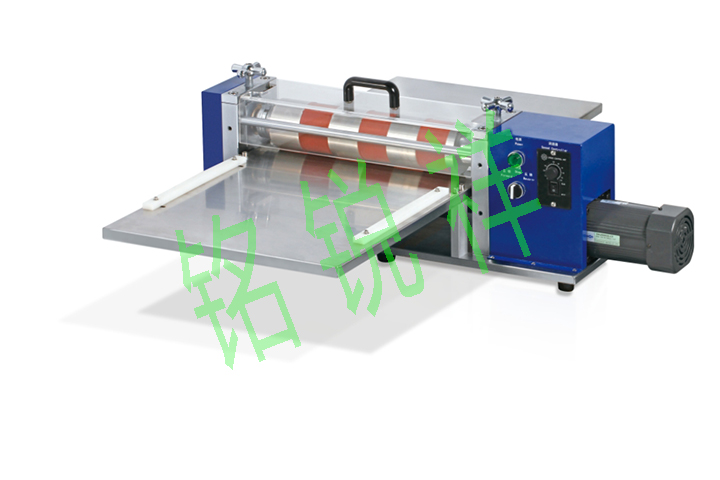
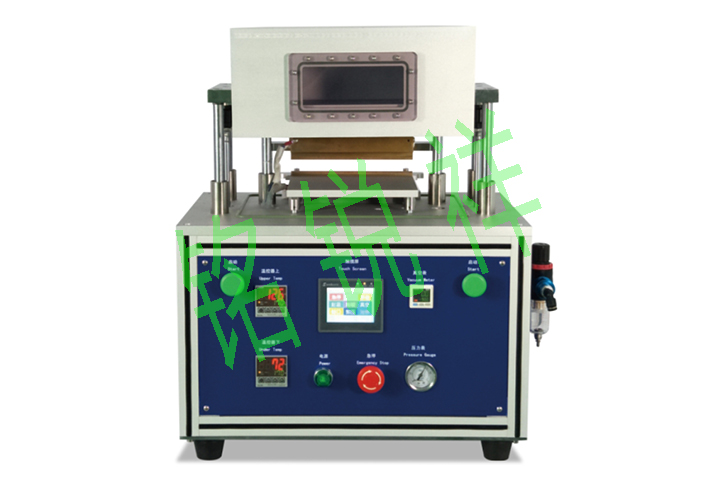
优质锂电池设备在一定环境温 度条件下的强制对电池进行短路测试。测试箱由不锈钢制成,具有良好的温度均匀性均和排气功能(即测试完成后排出测试废气)。试验机的控制系统为可编程控制器触摸屏菜单操作,数据采集频率可达100次/秒。同时,测试压力、压力保持时间、测量压力、电池电压、电池温度、电压下降速度等。通过可编程控制器编程进行设置。清远锂电池设备采用平面布局整体结构,电磁系统和主触头灭弧系统分别固定在安装底盘上,采用边角旋转的卡扣式电磁系统和双绕组吸引线圈,在旋转的边角上增设压边装置;箱体采用数控机床加工成型,外形美观大方,无反作用手柄,操作方便。
国产锂电池设备对进口设备的替代效应越来越明显国外设备研发起步早,设备精度高、自动化程度高、性能优越,但其在电池型号变换方面有较大的局限性,灵活性低,清远锂电池设备设备适用范围窄,与国内种类众多的电池生产方式不相匹配。国内设备针对我国优质锂电池设备的工艺特点而研发制造,适应性强,性价比优势明显。锂电池自动化生产设备行业是一个非标准化设备行业,设备的性能需要根据客户生产工艺的改变进行不断的改进,国内厂商能够充分满足客户的生产工艺需求,响应速度快,在设备发生故障时可以进行及时沟通和处理,最大限度减少客户损失。同时,国产锂电池自动化生产设备技术水平的提升,将进一步缩小与进口设备在所生产产品质量上的差距,国产设备的性价比优势和对进口设备的替代效应会更为明显。2、锂电池自动化生产设备行业的发展状况(1)锂电池自动化生产设备行业发展历程锂电池行业属于锂电池自动化生产设备的下游行业,其最先发展于日本。随着锂电池产业规模的发展,目前,国内仍有部分大型电池厂的自动化生产设备向日韩相关企业进行采购。

受益于下游锂电池设备行业的快速增长,有实力的锂电池生产企业进行全面布局,带动锂电池检测设备企业的业绩正向增长;净利润方面,国内动力电池行业头部集中趋势加剧,导致国产锂电检测设备业务竞争加剧,补贴退坡压力传导下,装备产品也面临价格压力。新一轮政策补贴“腰斩”落地,优质锂电池设备企业的高增长态势或将放缓,利润下滑将成大概率事件。同时,降成本将成为锂电设备企业生存发展的重要命题。动力电池企业大幅杀价倒逼之下,锂电检测设备企业将迎来技术升级、降本思路以及市场策略的深刻调整。

如何恢复动力电池设备容量,锂电池设备厂家碱性动力电池设备电解液中碳酸钾和碳酸钠的含量超过 50克/公斤·时,正极板的容里将逐渐损失,使动力电池设备的容盆降 低25-40%,甚至达60%。此外,由于经常充电不足,或者 长期小电流放电和电解液中含有杂质等原因,都会使动力电池设备 容量降低。 针对上述原因,可采取下列措施恢复动力电池设备的容量。1.恢复动力优质锂电池设备容量的第一阶段,是以正常充电电流值 进行12小时的过充电,再以8小时率的放电电流林电3小时, 如此进行三次充放电循环。在第三次放电后,即可测量各个 电池的电压,如电压达1.0伏以上时,即可用混合的电解液 进行第二阶段的处理。混合的电解液是在比重为1.210-1.220的氢氧化钾溶液 内添加60克/升含水的氢氧化铿或在比重为1.200-1.210的 氢氧化钠溶液内添加30克/升含水的氢氧化锂配制而成的。 将混合的电解液注入动力电池设备内,静止6小时,使混合的电解 液充分渗入活性物质内部。



