全国服务热线

全国服务热线

手机:173-0755-0303
座机:0755-23208107
邮 箱:17307550303@139.com
网 址:www.mingruixiang.cn
地 址:广东省深圳市宝安区松岗街道红湖路108号爱商科技工业园1栋C区4楼

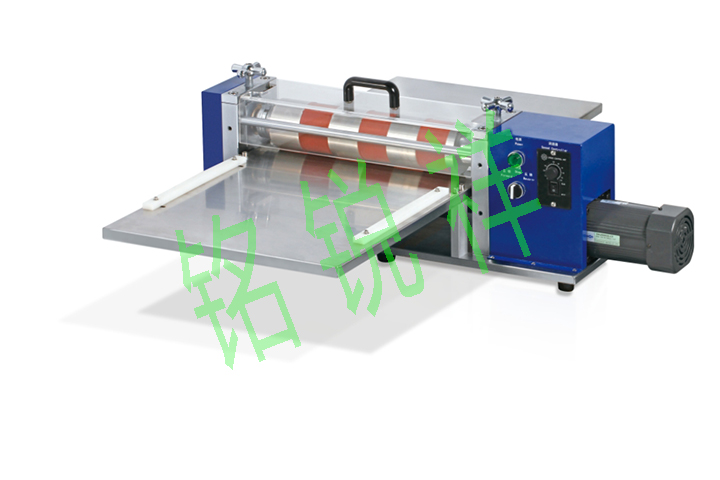
与软包和方形锂电池相比,纽扣电池设备是商业化最早,生产自动化程度最高,当前成本最低的一种动力电池。又有Tesla多年夹持,基本保持着与软包和方形电池三分天下的局面。从特斯拉宣布Model3采用21700以后,纽扣电池设备家族也多出了一个明星成员。本文一起来看看圆柱电池相关的几个技术点。单体过流保护装置,每个厂家的设计并不相同,根据对安全性要求的不同,价格要去不同,可以进行定制。一般的安全装置主要有PTC正温度系数电阻和熔断装置两大类。

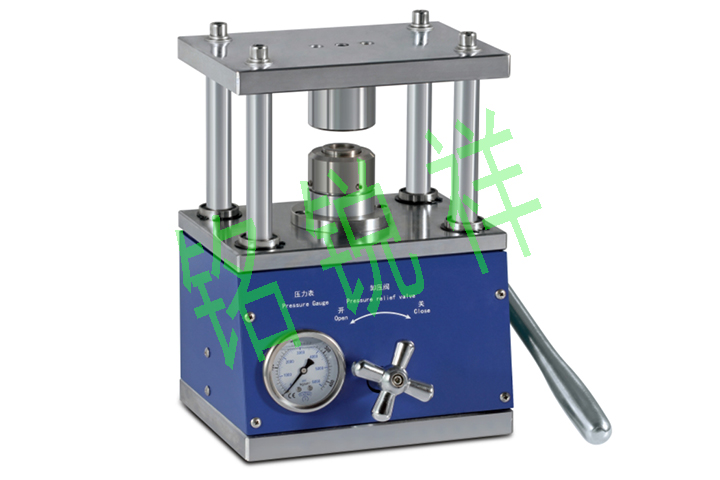
大力挤压 ,首先将充满电的被测试纽扣电池设备放在试验机的测试平面上,然后用油压缸施加13+1KN的挤压力,最后由直径为32mm的钢棒平面挤压纽扣电池设备,如果锂电池可以承受最大压力,而且没有发生爆炸和起火,则说明该锂电池产品是合格的。重物撞击,将被测试电池充满电后,放置在试验机的测试平面上,将直径15.8mm的钢柱垂直置于电池中心,将重量9.1kg的重物从610mm的高度自由落到电池上方的钢柱上。电池不起火、不爆炸即可。过充测试,所谓过充测试,其实就是测试锂电池的内部是否稳定。

近几年动力纽扣电池设备企业对电池能量密度和电池综合性能要求几乎每年都会有新变化,这就对电池产线提出了更高的要求。伴随着锂电池行业的高门槛、高集中化态势,锂电检测设备行业的受益逻辑也在不断演变,对于锂电检测设备也提出了更为严苛的要求,具体来看:一是对优质纽扣电池设备设备性能要求更为严格;二是对成本的“压榨”;三是交付周期短。由此对锂电检测设备行业格局及发展也带来了新的影响。
如何恢复动力电池设备容量,纽扣电池设备厂家碱性动力电池设备电解液中碳酸钾和碳酸钠的含量超过 50克/公斤·时,正极板的容里将逐渐损失,使动力电池设备的容盆降 低25-40%,甚至达60%。此外,由于经常充电不足,或者 长期小电流放电和电解液中含有杂质等原因,都会使动力电池设备 容量降低。 针对上述原因,可采取下列措施恢复动力电池设备的容量。1.恢复动力优质纽扣电池设备容量的第一阶段,是以正常充电电流值 进行12小时的过充电,再以8小时率的放电电流林电3小时, 如此进行三次充放电循环。在第三次放电后,即可测量各个 电池的电压,如电压达1.0伏以上时,即可用混合的电解液 进行第二阶段的处理。混合的电解液是在比重为1.210-1.220的氢氧化钾溶液 内添加60克/升含水的氢氧化铿或在比重为1.200-1.210的 氢氧化钠溶液内添加30克/升含水的氢氧化锂配制而成的。 将混合的电解液注入动力电池设备内,静止6小时,使混合的电解 液充分渗入活性物质内部。

优质纽扣电池设备失效体现及失效机理:(1)容量衰减:离子电池的容量衰减首要分可逆容量衰减和不可逆容量衰减两类。可逆容量衰减能够经过调整电池充放电准则和改善电池运用环境等措施使丢失的容量恢复; 而不可逆容量衰减是电池内部发生不可逆的改变产生了不可恢复的容量丢失。纽扣电池设备厂家容量衰减失效的本源在于资料的失效,一起与电池制造工艺、电池运用环境等客观因素有紧密联系。从资料角度看,造成失效的原因首要有正极资料的结构失效、负极表面SEI过渡生长、电解液分解与变质、集流体腐蚀、系统微量杂质等
锂,原子序数3,原子量6.941,是最轻的碱金属元素。为了提升安全性及电压,科学家们发明了用石墨及钴酸锂等材料来储存锂原子。这些材料的分子结构,形成了纳米等级的细小储存格子,可用来储存锂原子。这样一来,即使是电池外壳破裂,氧气进入,也会因氧分子太大,进不了这些细小的储存格,使得锂原子不会与氧气接触而避免爆炸。龙岩纽扣电池设备的这种原理,使得 人们在获得它高容量密度的同时,也达到安全的目的。优质纽扣电池设备充电时,正极的锂原子会丧失电子,氧化为锂离子。



